


 雷达卡
雷达卡



低品位金矿规模化开发背景下的金回收技术探讨
在低品位金矿规模化开发的背景下,金回收与稀贵金属回收的核心技术诉求集中在“高选择性、高回收效率、工艺兼容性”三大维度。由于传统回收技术受到吸附材料性能的限制,难以有效应对低品位体系中存在的“金离子浓度低、杂质干扰强、环保约束严格”的挑战。
Tulsimer? 吸金树脂的技术优势与应用
Tulsimer? 吸金树脂作为特种离子交换树脂的典范,通过特定的官能团设计与结构优化,在低品位金矿金回收及稀贵金属综合回收中表现出显著的技术适应性。本文将从技术原理、性能参数、工艺适配、选型方法等方面,全面解析Tulsimer? 吸金树脂的技术特点及其在工业应用中的逻辑,旨在为相关领域的技术人员提供有价值的参考。
低品位金矿回收的技术挑战与需求
低品位金矿的特点包括金含量通常低于1g/吨,含有铜、镍、钴等杂质,且浸出体系的pH值波动较大。这些特性给传统的金回收技术带来了以下主要挑战:
- 吸附选择性不足:低品位金矿浸出液中的金主要以Au(CN)2-络离子的形式存在,而传统活性炭或普通离子交换树脂对此类络离子的特异性识别能力较弱,容易与杂质金属离子发生“共吸附”,增加了后续提纯的复杂度,降低了目标金属的回收率。
- 回收效率与资源利用率的平衡:低品位体系中金离子的浓度较低,传统吸附材料的饱和吸附容量有限(一般为50-80g/L),且吸附动力学性能不佳,难以在短时间内实现高效捕获,导致尾液中金残留量较高(通常超过0.05ppm),资源利用率无法满足工业经济效益的要求。
- 工艺兼容性与环保合规:目前,多数矿山企业采用堆浸、氰化浸出、炭浆法等成熟工艺。传统回收技术要么需要对生产线进行大规模改造(成本高、周期长),要么存在化学试剂消耗量大、废水处理困难等问题。如何在不改变现有工艺的前提下,满足环保政策对废水排放和能耗控制的要求,成为技术实施的关键制约因素。
Tulsimer? 吸金树脂的核心技术原理
Tulsimer? 吸金树脂的技术优势来源于其“靶向吸附设计+工程化性能优化”,具体表现为以下几个方面:
- 靶向吸附的分子设计:Tulsimer? 吸金树脂通过官能团修饰技术,在树脂骨架上引入了亲合金专属的功能基团(如季铵盐型、叔胺基型官能团)。这些功能基团能够与Au(CN)2-络离子形成稳定的化学配位键,从而实现对金离子的高度特异性捕获,其吸附选择性远超物理吸附材料。这种机制的优势在于,即使在低浓度体系中也能优先吸附目标离子,对铜、镍等杂质金属的吸附率可控制在0.5%以下,从根本上解决了“共吸附”问题,为金与稀贵金属的精确分离提供了技术支持。
- 高容高效的结构优化:为了满足低品位回收场景的效率需求,Tulsimer? 吸金树脂采用了大孔结构设计,提高了比表面积和孔隙率,加速了吸附动力学速度,缩短了达到吸附平衡的时间,适合工业连续化生产。此外,通过精确调控官能团的密度,使得树脂的饱和吸附容量达到100-200g/L,是普通树脂的2-3倍,大大提升了单位体积材料的回收效率。
- 宽适配性的工艺兼容设计:Tulsimer? 吸金树脂的pH适用范围广泛,从0到14,能够适应低品位浸出体系的pH波动(例如氰化浸出液的pH值通常在9-11之间,堆浸体系的pH值可能低至2-3)。同时,树脂的物理稳定性(如耐磨强度、抗污染能力)经过工业级优化,可以直接应用于矿浆体系、尾液处理等多个工艺环节,无需额外设置预处理单元。
Tulsimer? 吸金树脂的关键性能参数与技术特性
以下是Tulsimer? 吸金树脂的一些关键性能参数和技术特性:
| 性能指标 | 技术参数范围 | 工业意义 |
|---|---|---|
| 饱和吸附容量 | 100-200g/L | 直接影响单位体积树脂的回收效率,降低设备投资成本 |
| 尾液残留浓度 | ≤0.02ppm(部分场景≤0.01ppm) | 控制资源损失,提高整体回收率 |
| 杂质吸附率 | 铜 / 镍 / 钴等≤0.5% | 减轻提纯环节的压力,提高产品质量 |
| pH 适用范围 | 0-14 | 适应不同浸出工艺的特性,降低工艺调整成本 |
| 再生次数 | ≥10 次 | 延长树脂使用寿命,降低耗材更换成本 |
| 饱和周期 | 5-6 个月 | 适应工业生产的连续化需求,减少停机维护频率 |
核心技术特性:
- 吸附选择性强:对Au(CN)2-络离子的选择性系数远高于其他金属离子,实现靶向回收。
- 再生性能稳定:再生过程仅需常规酸碱试剂,解析率可达99%以上,再生后性能衰减幅度小。
- 抗污染能力强:大孔结构与高强度骨架设计,可耐受矿浆中的悬浮颗粒、有机物等污染物,降低堵塞风险。
- 环保兼容性好:减少化学试剂消耗,再生废液排放量低,易于处理达标。
Tulsimer? 吸金树脂的工艺适配与选型方法
Tulsimer? 吸金树脂可以无缝对接低品位金矿回收的主流工艺,无需对现有生产线进行大规模改造,从而降低了技改成本和时间。
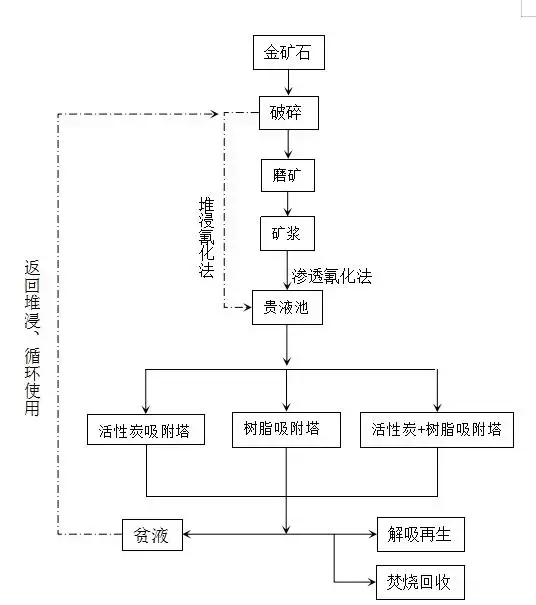
氰化浸出工艺优化与选型指南
氰化浸出工艺优化
在浸出液澄清后增设树脂吸附柱,采用“吸附 - 解析 - 电解”流程,可以直接回收金单质,尾液则可循环回用于浸出环节。
堆浸工艺优化
采用RIP(树脂矿浆法)流程,将树脂直接投入堆浸尾液或矿浆中,省去了过滤环节,从而简化了工艺步骤。
炭浆法改造
可以部分替代活性炭,或者在活性炭吸附后增设树脂深度吸附单元,以降低尾液中的残留量,提高总回收率。
场景化选型逻辑(基于工业应用经验)
| 应用场景 | 适配型号 | 选型依据 |
|---|---|---|
| 常规氰化浸出(杂质含量低) | Tulsimer? A-21S | 强碱性阴离子交换树脂,适用于pH 0-14,通用性强,尾液残留≤0.01ppm |
| 复杂伴生矿(高铜 / 镍 / 钴) | Tulsimer? A-654 | 弱碱性大孔树脂,官能团空间位阻效应提升选择性,杂质吸附率≤0.3% |
| 规模化堆浸项目 | Tulsimer? A-602XMP | RIP工艺专用大颗粒树脂(0.6-1.2mm),抗污染、无需过滤,适配连续化生产 |
选型关键注意事项
- 首先根据浸出液的pH值、杂质类型及含量确定树脂类型(强碱性/弱碱性);
- 结合生产规模选择树脂颗粒大小(小规模项目可选用细颗粒树脂以提升吸附速率,大规模堆浸则选用大颗粒树脂以抗污染);
- 综合考虑再生频率和试剂成本,平衡树脂饱和容量与再生难度。
工业应用价值与技术趋势
工业应用核心价值
在低品位金矿的实际工业应用中,Tulsimer?吸金树脂的技术价值主要体现在以下几个方面:
- 回收率提升:较传统工艺金回收率提升10%-20%,稀贵金属综合回收效率提升15%以上;
- 成本控制:树脂再生循环使用可降低耗材成本30%以上,工艺适配性强减少技改投入;
- 环保合规:化学试剂消耗减少40%,尾液处理难度降低,符合绿色矿山建设要求。
技术发展趋势
随着金回收与稀贵金属回收技术向“高效化、综合化、环保化”演进,Tulsimer?吸金树脂的技术发展方向包括:
- 官能团改性优化:进一步提升对稀贵金属(银/钯/铂)的选择性吸附能力,拓展综合回收场景;
- 耐极端环境性能升级:针对高盐、高有机物含量的复杂浸出体系,开发专用抗污染树脂;
- 工艺集成化:与浸出、解析、电解等环节形成一体化解决方案,降低系统运行能耗。
Tulsimer?吸金树脂通过靶向吸附设计与工程化性能优化,为低品位金矿金回收及稀贵金属综合回收提供了可实施的技术路径。其核心优势在于解决了传统技术“选择性差、效率低、工艺不兼容”的核心矛盾,符合行业技术发展趋势。
对于技术人员而言,选型的核心在于“工况匹配度”——结合浸出体系特性、杂质类型、生产规模等因素,选择适配的树脂型号与工艺方案,才能最大化发挥技术价值。

 京公网安备 11010802022788号
京公网安备 11010802022788号







