


 雷达卡
雷达卡



飞机维修车间智能废油收集桶的设计
本设计聚焦于开发一种智能化的废油回收装置,旨在提升飞机维修过程中废油处理的安全性与效率。系统集成了多项自动化技术,包括液位检测、语音交互控制、自动开合盖机构以及声光报警功能,实现对废油的高效、环保管理。
一、研究背景与实际意义
随着我国民航事业的迅猛发展,环境保护问题日益突出。社会普遍关注污染物的收集、再利用及资源化处理。在全球碳排放压力加剧的背景下,航空产业正积极推进绿色转型,“绿色维修”理念逐渐成为行业共识。国外多家飞机维修企业已联合发起相关环保计划,致力于降低维修作业对生态环境的影响。
在国内,飞机拆解与回收行业日趋规范,逐步建立起科学的材料分类与工艺分解体系,显著提升了零部件和原材料的回收利用率,有效减少了环境污染。通过优化回收流程、构建完善的数据库和回收网络,航空业正在向循环经济模式迈进。
在飞机维护过程中,废油是主要的危险废弃物之一。若处置不当,不仅可能造成土壤和水体污染,还会增加企业的运营成本和合规风险。当前各国环境法规日趋严格,要求所有危险废物必须依据《国家危险废物名录》进行规范管理。这不仅对企业资质提出更高要求,也强调在处理环节中应最大限度减少二次污染。
规范化管理废油有助于推动低碳循环经济发展,提高资源使用效率,减轻生态负担。同时,在市场快速变化和政府环保政策持续加码的双重驱动下,废油的再加工已成为可持续发展战略的重要组成部分。民航领域通过实施逆向物流机制,在供应链中发挥积极作用,既满足国家环保法规要求,又具备显著的经济与社会效益。
目前,大多数维修单位仍依赖人工方式进行废油收集与转运,这种方式耗时费力,且存在操作失误引发泄漏或交叉污染的风险。例如,在清理废油桶时需人工开启桶盖并倾倒液体,极易因操作不规范导致环境污染或人员健康受损。为提升工作效率与安全性,亟需引入自动化设备替代传统人工操作。
因此,本课题提出设计一款智能型废油收集桶,具备自动感应、语音操控、密封存储和状态监控等功能,以实现废油收集过程的智能化升级。该设备可有效降低泄漏概率,提升管理透明度,保障工作人员安全,并为飞机维修行业带来可观的环境与经济效益。

图1 系统整体设计构图
二、核心研究内容
本项目围绕智能废油收集桶展开研发,目标是打造一套集成液位监测、语音识别、自动控制与密封存储于一体的智能化废油处理系统。系统采用嵌入式硬件平台结合传感器与执行器,通过智能控制模块完成对废油桶运行状态的实时感知与远程操控,从而减少人为干预,提升作业安全性与管理效率。
具体研究内容如下:
- 开展语音识别模块的应用研究,利用SU-03T语音交互单元实现对舵机驱动系统的指令输入,支持语音控制桶盖开闭,提升操作便捷性与安全性,减少废油接触对人体的危害。
- 设计基于超声波传感器的液位自动检测方案,实现对桶内油液高度的连续监测,准确判断储存容量状态,预防溢出事故。
- 构建自动驱动结构,接收来自语音识别模块的控制信号,驱动SG90舵机完成桶盖的开启与关闭动作,降低人工参与频率。
- 优化机械结构设计,确保废油桶具备较大容积、良好密封性能,并兼顾搬运便利性和运输适应性,满足车间实际使用需求。
三、系统设计方案论证
本装置由语音识别模块、液位检测模块、主控单元、驱动执行机构及声光报警电路组成,共同实现语音控制、液位监测、密封存储和异常预警等核心功能。
系统整体架构如图1所示,各功能模块协同工作,形成闭环控制系统。
主控单元选型分析
主控芯片作为整个系统的核心,其性能直接影响设备的稳定性、响应速度与扩展能力。在选型过程中需综合考虑功能实现、市场普及度、开发难度与成本等因素。经调研,提出以下两种可行方案:
方案一:采用Arduino开发平台
Arduino是一种广泛应用的开源电子原型平台,由硬件开发板和配套IDE编程环境组成。其开发板配备丰富的I/O接口、USB通信端口和电源管理模块,便于连接各类传感器与执行器。编程语言基于C/C++,学习门槛低,适合初学者快速上手。
该平台最初设计用于低功耗场景,适用于小型便携设备或电池供电系统。然而,其处理器性能有限,内存资源紧张,难以支持复杂算法或多任务处理,对于需要高实时性或多功能集成的应用存在一定局限。
方案二:选用STM32系列单片机
STM32基于ARM Cortex-M内核架构,主频可达72MHz,具备高效的指令流水线和强大的数据处理能力,系统响应迅速,适合高性能应用场景。该芯片支持多种通信协议(如UART、I2C、SPI),并集成丰富外设资源,能够灵活应对多样化设计需求。
此外,STM32具有较低的功耗特性,适合长时间运行的工业设备。结合其实时操作系统支持能力和较强的中断处理机制,更适合本项目中多模块协同工作的复杂控制逻辑。
综上所述,考虑到系统的稳定性、扩展性及未来功能升级空间,最终选择STM32作为主控单元更为合适。
四、功能模块配置说明
- 液位检测模块:采用超声波传感器实现非接触式油位测距,实时获取桶内液体高度信息,避免物理接触带来的污染风险。
- 桶盖控制模块:配备SG90微型舵机作为执行元件,通过齿轮传动结构带动桶盖自动开合,响应语音或阈值触发指令。
- 语音交互模块:集成SU-03T语音识别单元,支持本地语音指令识别,用户可通过语音命令控制桶盖动作,并可调节提示音量大小。
- 报警提示系统:设置蜂鸣器与LED灯光指示电路,当液位超过预设安全阈值时,启动声光报警,提醒工作人员及时处理,防止溢出事故发生。
上述模块在STM32主控下协同运作,构成一个完整的智能监控与响应体系,全面提升废油收集过程的自动化水平与安全保障能力。
在本次设计中,针对主控单元的选型进行了两种方案的对比分析。综合来看,STM32单片机不仅市场价格较低,具备较高的性价比,而且在性能表现上也优于Arduino,能够更快速地响应指令,并满足更多复杂的设计需求。考虑到本课题应用于飞机维修场景,工作环境较为恶劣,对设备的稳定性要求较高。相较于Arduino,STM32单片机具有更强的抗干扰能力以及更宽的工作温度范围,更适合在此类条件下长期稳定运行。
基于以上优势,方案二在性价比、可操作性及外设扩展能力方面均表现出明显优势,因此最终确定采用方案二作为系统主控方案。
语音识别模块
由于主控单元已选定为STM32单片机,后续各子模块的设计与论证均围绕该平台展开。在语音识别模块的选择上,需重点评估其在飞机维修环境下的适应能力、识别准确性、市场普及程度以及成本因素。经过调研,提出以下两种可行方案:
方案一:基于软件实现的语音识别
该方案通过在STM32开发环境(如Keil、IAR或STM32CubeIDE)中编写程序,利用ADC模块进行音频信号采集,并结合MFCC、DTW等语音识别算法完成处理。虽然该方式具备一定的灵活性和可定制性,但由于STM32微控制器本身计算能力和存储资源有限,难以高效运行复杂的语音识别模型,实时性较差,且受限于较小的软件生态支持,开发难度相对较高。
方案二:采用专用语音识别芯片
此方案选用集成化语音识别芯片,内部集成了音频采集、预处理、特征提取与模式匹配等功能,无需外接其他芯片即可独立完成语音识别任务。该芯片功耗低,适合长时间连续工作;具备良好的抗噪声能力,即使在高噪音环境中也能实现精准控制。同时支持离线工作模式,不依赖网络连接,适用于飞机维修现场复杂多变的环境条件。此外,该芯片价格低廉,维护简便,市场应用广泛。
下图为语音识别芯片工作示意图
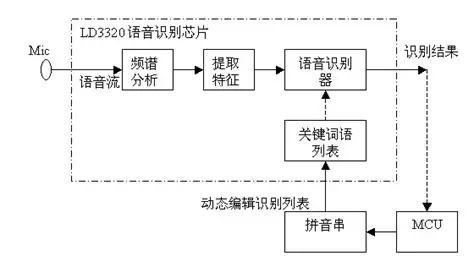
图2 语音识别芯片工作示意图
对比两种方案,使用语音识别芯片结构简洁,无需额外电路支持,有助于简化废油桶整体结构设计。其低功耗特性契合需要持续运行的应用场景,而离线工作能力则进一步提升了系统的可靠性与适用性。综合考虑识别精度、环境适应性、成本及维护便利性等因素,最终选择方案二。
液位自动感应装置模块
在液位检测模块的设计中,核心目标是确保测量精度和系统运行的稳定性,同时必须保证所选传感器能与STM32主控芯片良好兼容并正常工作。经调研后形成如下两个方案:
方案一:红外线传感器方案
采用高性能激光红外测距传感器,通过发射激光脉冲并测量其往返时间来计算距离,测量精度可达0.01 cm。配合滤波与数据处理算法,可进一步提升测量稳定性。该传感器结构紧凑、体积小,抗干扰能力较强,适用于多种安装场景。然而,其有效测量距离仅为10 cm至50 cm,范围有限。此外,由于依赖红外光进行检测,易受外界光照变化影响,在强光或弱光环境下测量误差较大,不利于在光线波动剧烈的飞机维修区域稳定使用。
方案二:超声波传感器方案
选用市场上广泛应用的超声波测距传感器(如HC-SR04),由STM32通过GPIO口控制Trig和Echo引脚,触发超声波发射并接收回波信号,从而计算液面到桶盖的距离。根据该距离值,系统可通过指示灯实时显示废油桶内的油量状态,实现对机油容量的精确监控与管理,提高收集效率与准确性。超声波传感器属于非接触式测量设备,不受液体透明度或颜色影响,即使在昏暗、高湿等恶劣环境中仍能保持稳定工作。
下图为超声波传感器工作原理图
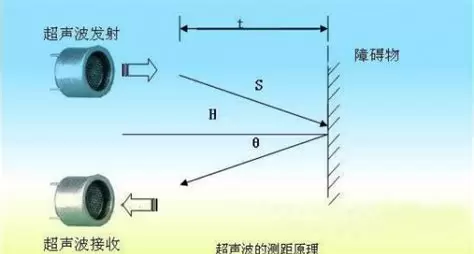
图3 超声波传感器工作原理图
从实际应用需求出发,本课题涉及的液位变化范围较大,红外传感器的测距上限无法满足要求。加之飞机维修现场光照条件多变,将严重影响红外传感器的测量稳定性。相比之下,超声波传感器具有更广的测距范围,完全满足智能废油收集桶的功能需求。其在复杂环境下的稳定性和抗干扰能力突出,且成本较低,经济实用性强。因此,综合性能、适应性与成本考量,决定采用方案二。
驱动装置
驱动装置的选择直接影响系统的响应速度与控制精度,需评估其动力输出能力、响应特性及控制便捷性。经调研提出以下两种方案:
方案一:直流电机驱动
直流电机具有较高的能量转换效率,对控制信号响应迅速,能够实现准确的速度与位置调节。其以电力为动力源,无污染排放,结构简单,零部件少,因而维护成本低,适合自动化控制系统应用。
方案二:舵机驱动
舵机体积小、重量轻,安装灵活,广泛应用于各类小型驱动场合。其输出扭矩大,控制逻辑简单,易于与数字系统(如STM32)对接。凭借较高的安全性和较低的成本,舵机在各类机电控制系统中被广泛采用。此外,舵机能实现精确的角度控制,所需驱动电流和电压较小,节能且可靠。
综合比较,舵机在控制精度、安装便捷性及能耗方面更具优势,尤其适合本系统中对动作精度要求较高的应用场景。虽然直流电机在持续运转方面有一定优势,但本设计中驱动任务为间歇性、定位式操作,舵机更为适用。因此,最终选择方案二作为驱动装置方案。
在对比两种方案后可以发现,驱动电机对电流与电压的需求较高,而单片机所能提供的电力输出有限,难以满足其运行要求。此外,直流电机仅能实现基本的启停和旋转操作,无法精准控制转向与转速,控制精度较低。相比之下,舵机不仅所需驱动电压和电流更为适中,还具备精确的角度调节能力,能够实现更精细的动作控制,因而更契合本课题的设计目标。基于以上分析,最终决定采用方案二。
经过系统论证,该方案技术上可行,能够有效满足本课题所提出的各项功能需求,具备良好的实施基础与应用前景。
文献综述(或调研报告):
近年来,随着航空产业的迅猛发展,机场运营过程中产生的废油量持续上升[1]。这些未加处理的废油不仅会污染土壤与水体,还可能引发安全隐患,成为环境治理中的重点难点问题。因此,如何科学、高效地进行废油回收与管理,已成为民航领域亟待解决的关键课题之一[2]。
传统上,大多数机场采用普通废油桶进行人工收集[3]。此类方式存在智能化水平低、收集效率不高、安全防护薄弱等问题,且在运输和存储过程中容易发生泄漏,造成二次污染。然而,当前国内部分先进机场已逐步引入智能废油收集设备,推动废油管理向数字化、自动化方向发展。例如,中科航港推出的智能废油收集系统,借助物联网传感技术实时监测油量状态,实现了“无感化”收集服务,显著提升了用户体验与管理效率[4]。同时,一些新型废油桶设计还将废油资源化利用,转化为可再生能源,展示了智能环保技术的新路径[5]。
由于关于智能废油收集桶的直接研究资料较为稀缺,本次调研选取功能相近的智能垃圾桶作为参考对象,以期为本课题提供技术支持与设计思路。通过对现有研究成果的梳理,明确了智能废油收集装置可集成的功能模块。宋永吉等人[6]提出了一种具备自动分类与语音提示功能的智能医疗垃圾桶,支持桶盖自动开合,操作简便,效率突出,具有较大的市场潜力,并可在其基础上进一步优化升级。刘磊等[7]研发了一款新型智能分类垃圾桶,内部设置四个独立分区(可回收物、有害垃圾、湿垃圾、干垃圾),通过语音识别模块控制桶盖动作,并结合红外传感器检测垃圾堆积程度,实现自动提醒更换垃圾袋,提升了使用便捷性与卫生安全性。
任帅等人[8]则开发了一款集智能识别、语音操控、自主移动、自动拾取及垃圾分类于一体的多功能智能垃圾桶,极大增强了人机交互体验,能够更好地适应现代生活场景的需求。
总体来看,智能垃圾桶普遍具备自动感应开合、语音交互、垃圾分类识别、满载预警等智能化特征[9],体现了高度的自动化与人性化设计理念。同时,这类设备可通过软硬件协同优化不断提升性能,操作更加便捷,运行效率更高,在城市环卫与资源回收领域展现出广阔的应用前景[10]。上述研究成果为本课题提供了有益借鉴——将类似智能化功能应用于废油收集系统中,有望显著提升收集过程的安全性、效率与环保水平。
四、研究的总体安排和进度计划:
- 2024/10/21 ~ 2024/11/3:启动论文选题工作
- 2024/11/4 ~ 2024/11/17:完成论文选题确定
- 2024/11/18 ~ 2024/12/1:依据毕业设计题目细化任务内容
- 2024/12/2 ~ 2024/12/8:正式下达毕业设计任务书
- 2024/12/9 ~ 2024/12/15:根据任务书开展前期调研
- 2024/12/16 ~ 2024/12/22:查阅相关文献资料,撰写开题报告
- 2024/12/23 ~ 2024/12/29:提交开题报告并完成开题答辩
- 2024/12/30 ~ 2025/1/5:收集并整理相关图纸和技术资料
- 2025/1/6 ~ 2025/1/12:论证并最终确定整体技术方案
- 2025/1/13 ~ 2025/1/19:明确设备构型及外形尺寸参数
- 2025/1/20 ~ 2025/1/26:开展整机结构的初步设计
- 2025/1/27 ~ 2025/2/2:推进各功能模块的结构细化设计
- 2025/2/3 ~ 2025/2/9:完成设备各功能模块的三维建模工作
- 2025/2/10 ~ 2025/2/16:完成机械驱动装置的原理设计
- 2025/2/17 ~ 2025/2/23:完成驱动系统关键元器件的选型
- 2025/2/24 ~ 2025/3/2:进行控制模块的功能逻辑架构设计
- 2025/3/3 ~ 2025/3/9:完成控制模块核心元器件的选型
- 2025/3/10 ~ 2025/3/16:开展控制模块的程序编写与算法设计
- 2025/3/17 ~ 2025/3/23:对控制模块进行功能测试与验证
- 2025/3/24 ~ 2025/3/30:完成中期检查及相关材料准备
- 2025/3/31 ~ 2025/4/6:整理实验数据,启动论文撰写工作
- 2025/4/7 ~ 2025/4/27:完成毕业论文初稿撰写
- 2025/4/28 ~ 2025/5/4:根据指导教师反馈意见修改和完善论文内容
- 2025/5/5 ~ 2025/5/11:完成论文查重检测,准备预答辩材料
- 2025/5/12 ~ 2025/5/18:参加预答辩环节
- 2025/5/19 ~ 2025/5/25:根据预答辩评审意见,进一步完善毕业设计成果与论文文本
- 2025/5/26 ~ 2025/6/8:完成正式答辩及其他收尾工作
在智能废油收集桶的研究中,主控模块的设计借鉴了多种现有的智能垃圾桶系统。李慧莹等人[11]提出了一种基于STM32的语音控制智能垃圾桶系统,该系统以单片机为核心,集成了数据处理、超声波检测、舵机驱动以及语音识别等模块,能够根据指令实现对桶盖的差异化开合控制。类似地,刘宇等人[12]开发了一套通过语音识别进行垃圾分类的系统,采用ASRPR0芯片作为控制器,并以神经网络处理器为主要语音识别单元,配合SG90舵机执行动作,显著提升了分类效率并减轻人工负担[13]。
夏子结等人[14]针对当前垃圾分类技术尚不成熟的问题,设计了一款支持四种语音指令的STM32控制垃圾桶。该系统包含语音识别与输出模块、短信提醒功能及舵机控制系统,能够在垃圾满载时通过GSM模块发送警报信息,实现远程监控。林雪梅等人[15]则研发了一种结合Arduino单片机、蓝牙通信和语音识别技术的智能移动垃圾桶,利用多传感器融合技术完成语音控制移动、自动开关盖和避障等功能,增强了系统的稳定性和响应精度。
唐祖才等人[16]同样基于Arduino平台,结合智能语音模块构建了可识别语音命令并执行垃圾分类的装置。用户可通过手机APP远程操控垃圾桶,实现分类管理与环境监测。实验证明,该系统具备较高的分类准确率,且APP端能实时反馈桶内状态并控制识别流程。
综上所述,现有智能垃圾桶普遍采用STM32或Arduino作为核心控制器,集成超声波传感器、舵机、语音识别模块及无线通信功能,能够响应语音指令并对桶盖进行智能化控制,从而提升垃圾分类的效率与准确性[17]。从本课题的角度来看,智能废油收集桶在结构与功能需求上与上述系统高度相似,因此这些成熟的技术方案及其子模块具有良好的迁移应用潜力。
关于液位自动感应模块的研究也取得了较多成果。冯伟等人[18]为解决实验室液氮罐液位监测操作复杂、缺乏统一管理的问题,设计了一套完整的监管系统,由监测终端、云服务器和客户端构成。系统通过称重传感器获取液氮罐重量变化,判断液位是否低于设定阈值,并借助4G Cat.1通信技术将数据上传至云端,再通过WEB前端和微信小程序实现可视化监控与预警功能。
王鹏等人[19]则聚焦于造纸行业碱回收过程中黑液液位控制精度低、自动化水平不足的问题,采用52单片机与超声波传感器构建嵌入式液位控制系统,有效提升了控制的稳定性与响应速度。
目前主流的液位感应技术主要依赖于称重传感器结合4G通信手段,或使用单片机配合超声波传感器进行非接触式测量。这些方法显著提高了液位监测的准确性与自动化程度[20],为智能废油收集桶的液位感知提供了可靠的技术参考。
结合以上分析,本课题所研究的智能废油收集桶具备高效性、环保性和智能化特征,在民航维修领域展现出广阔的应用前景。通过引入先进的主控架构与精准的液位检测机制,不仅能提高废油收集的效率与准确性,还能带来显著的环境效益与经济价值。未来,此类设备有望成为解决民航废油处理难题的关键工具。
[8] 任帅、廖永盛与吕泽然共同研发了一种具备视觉识别、语音控制及自主行走功能的智能垃圾桶,并将其成果发表于《科学技术创新》2021年第17期,页码范围为167-168。该装置结合多种感知技术,提升了垃圾桶的人机交互能力与自动化水平。
[14] 夏子结、吴玛佳和王强等人设计了一款基于STM32的四类垃圾分类语音控制垃圾桶,相关研究刊登在《科技创新与应用》2023年第27期,内容涵盖系统架构、语音识别模块实现以及硬件控制逻辑,文章页码为45-49。
[10] 陈博宏与郭琳婧提出了一种用于全自动智能垃圾分类机的开关控制语音方法,研究成果见于《自动化技术与应用》2024年第10期,第95至99页。该方法通过语音指令实现设备启停,增强了系统的智能化操作体验。
[11] 李慧莹、曾凡欧、黄宏泰等完成了基于语音控制的智能垃圾桶的设计与实际实现工作,论文发表于《科技创新与应用》2024年第28期,页码为135-138。系统以语音识别为核心,结合单片机控制,实现了便捷的人机互动功能。
[12] 刘宇、李仁想与杨梦凡等人开发了另一款语音控制型垃圾桶,详细阐述了其软硬件设计方案,相关内容收录于《无线互联科技》2024年第17期,文章编号为24-26+30。
[16] 唐祖才和王路平设计了一种基于语音识别的多功能智能分类垃圾桶,重点在于提升分类准确率与用户交互效率,该研究发表于《电子制作》2024年第16期,页码为48-50+44。
[15] 林雪梅与林家森研制出一种可移动式智能垃圾桶,具备自动巡检与垃圾收集能力,研究成果发布于《南方金属》2023年第2期,第56-58页。该设备适用于特定封闭环境下的清洁作业场景。
[9] Zhang X, Zhang Y, Yang J 等人提出了一套基于人机交互技术(包括增强现实与语音控制)的前列腺粒子植入机器人系统,研究发表于《Mathematical Biosciences and Engineering: MBE》2024年第5期,卷21,页码5947-5971。尽管应用领域不同,但其语音控制机制对其他智能设备具有借鉴意义。
[13] 高琬佳、康建洲与薛伟钊专注于超声波液位传感器的功能电路设计与实现,相关成果见于《仪表技术与传感器》2023年第11期,第12-16页。该技术可用于液体或固体物料的高度检测,具备较高精度与稳定性。
[17] 王明辉、严林鹏与陈志超针对轴承清洗过程中的废油回收问题,设计并优化了一整套自动化处理系统,研究内容刊载于《今日制造与升级》2024年第8期,页码为156-159。
[18] 冯伟、赵爱军及顾斌杰等人构建了实验室液氮罐液位监管系统,实现了对低温容器中液位状态的实时监控,该系统应用于《实验室研究与探索》2024年第11期,第20-25页。
[19] 王鹏与潘冬研究了基于单片机的造纸行业液位自动化控制系统,旨在提高生产过程中液体控制的精确性与响应速度,论文发表于《造纸科学与技术》2024年第8期,第51-54页。
[20] 肖克伟设计了一种适用于电网现场作业的智能语音提醒装置,能够根据操作流程发出语音提示以保障安全,研究成果发表于《电子测试》2022年第5期,页码为127-129。

 京公网安备 11010802022788号
京公网安备 11010802022788号







