


 雷达卡
雷达卡



某汽车零部件制造企业专注于发动机缸体、变速箱壳体等关键铝合金压铸件的生产,其压铸生产线是保障整车配套能力的核心环节。为提升压铸成型精度与运行效率,产线采用了西门子 EtherCAT 总线系统作为主控架构,配备 EtherCAT 主站 PLC、高精度伺服控制系统及模具温度调控模块,实现了对压射速度、模具温控等核心工艺参数的精准管理,支撑自动化连续作业。
然而,产线中的 15 台关键辅助检测设备长期处于通信“孤岛”状态——包括监测模腔压力的压力传感器、冷却水流量计和油温检测仪等,均采用 Modbus RTU 协议的传统串口通信方式,因协议不兼容无法直接接入 EtherCAT 主站系统,导致检测层数据无法上传至控制层,形成严重的信息断点。

在未部署物联网网关前,企业依赖人工方式进行数据采集:安排 3 名巡检人员三班倒,每小时手动抄录各设备运行参数,并将信息反馈至控制室。该模式存在明显缺陷:首先,人工巡检难以实现全天候覆盖,尤其夜间易因疲劳出现漏检;当模腔压力低于 120MPa、冷却水流量小于 5m/h 或油温超过 60℃等异常发生时,数据无法及时传递,主站无法即时调整工艺参数,造成压铸件产生缩孔、裂纹等结构性缺陷,产品不良率一度维持在 1.5% 的高位。
其次,质量问题往往在次日成品检验阶段才被发现,导致整批不合格品已生成,带来大量原材料浪费与工时损失,严重影响生产效益。为打通控制与检测之间的通信壁垒,实现数据联动闭环,企业经过多轮技术评估与产品比选,最终选定 EtherCAT 转 Modbus RTU 数据采集网关方案,构建全链路设备互联互通体系。

网关部署与系统集成
硬件连接设计:
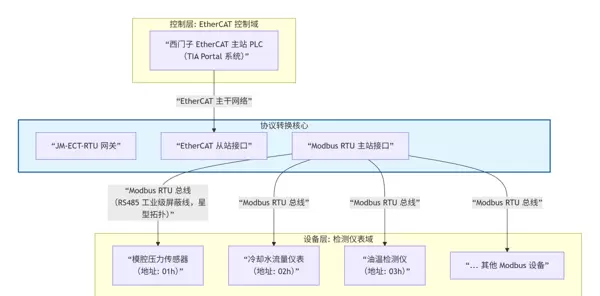
针对压铸车间设备分布广、环境复杂(油污重、电磁干扰强)的特点,技术团队制定了专项部署策略:将网关配置为 EtherCAT 从站,通过标准 EtherCAT 接口接入西门子主站 PLC;利用其 RS485 接口,采用星型拓扑结构连接 15 台 Modbus RTU 设备,包括模腔压力传感器、流量仪表和油温检测仪等。
考虑到最远设备距离达 50 米,为防止信号衰减,在长距离传输节点加装信号中继器;同时选用防油、耐磨的工业级屏蔽电缆,并通过桥架敷设方式避免线路腐蚀与机械损伤,确保通信稳定可靠。
参数配置调试:
借助网关配套的可视化配置工具完成精细化设置:将各类设备的关键寄存器地址(如压力传感器 0300H、流量计 0400H、油温仪 0500H)映射为 EtherCAT 主站可识别的 PDO 数据对象;设定 10ms 高频采集周期,满足压铸过程实时监控需求;根据现场通信规范,配置波特率为 9600bps,数据位 8 位,停止位 1 位,无奇偶校验;并将 EtherCAT 从站地址设为 0x06,确保与西门子主站地址规划一致,实现无缝通信对接。
软件系统联动:
在西门子 TIA Portal 环境中导入网关提供的 GSD 文件,快速完成设备组态,使主站自动识别并建立稳定连接。技术人员开发定制化控制逻辑程序:一旦检测到模腔压力<120MPa,主站立即降低压射速度以防止缩孔;当冷却水流量<5m/h 时,自动调节水泵功率并延长模具冷却时间;若油温>60℃,则触发风冷装置启动;所有异常情况均在中央控制大屏实时显示,并同步触发声光报警,提醒运维人员迅速响应处理。

项目成效分析
实现无人化监控,优化人力资源配置:
通过工业网关实现 EtherCAT 主站与 Modbus RTU 设备间的双向高速通信,数据采集延迟控制在 50ms 以内,全面替代人工巡检。原有的 3 名巡检人员转岗至核心生产与设备维护岗位,人力成本显著下降;同时实现 24 小时不间断自动监控,彻底消除夜间监管盲区,有效预防批量性质量事故的发生。
产品质量显著提升,资源损耗大幅降低:
检测数据与工艺参数实现实时联动调节,压铸件缩孔、裂纹等缺陷发生率明显下降,产品不良率由原来的 1.5% 降至 0.3%。按月统计,减少不良品约 800 件,显著节约了原材料消耗与生产工时,整体生产效率和产品一致性得到大幅提升。

设备维护模式革新,延长使用寿命:
依托网关持续采集的运行数据,企业建立起基于状态的预测性维护机制。通过对模腔压力波动趋势、冷却系统效能变化等指标进行长期追踪分析,提前识别潜在故障风险,合理安排保养周期,避免突发停机,不仅提升了设备运行稳定性,也有效延长了关键设备的服役寿命。
通过实时采集油温、压力等关键运行参数,企业成功将压铸机与模具的维护方式由传统的“定期保养”模式升级为精准的“状态保养”模式。这种转变实现了对设备健康状况的科学评估,有效避免了因过度维护带来的资源浪费,同时也杜绝了因维护不及时引发的设备过载问题。统计表明,模具的平均使用寿命提升了30%,压铸机故障发生率下降达40%,显著减少了停机时间及维修支出。
系统具备良好的兼容性与可控的扩展成本:网关支持西门子、倍福等主流EtherCAT主站系统,展现出优异的设备适配能力。未来产线若新增如压铸件重量检测仪、气密性测试仪等采用Modbus RTU协议的设备,可直接接入现有网关的串口总线,无需调整主站控制程序,极大简化了系统扩容流程,降低了通信模块的投入成本,为企业后续设备更新和功能延伸提供了灵活的技术基础。
本次升级改造不仅解决了压铸产线多协议互通的瓶颈问题,更推动企业实现从“经验驱动生产”向“数据驱动的智能化生产”的跨越。该方案为汽车零部件制造领域在设备通信互联方面的数字化转型,提供了具备复制性与推广价值的实践路径。

 京公网安备 11010802022788号
京公网安备 11010802022788号







